Magnetic Particle Testing (MT): A Beginner’s Guide for NDT & API Inspectors
Boost Your Inspection Career With Quality CPD Hours at API-CPD.org
Magnetic Particle Testing (MT) is one of the most widely used nondestructive testing (NDT) methods in the petrochemical, refining, fabrication, and pipeline industries. Whether you’re an entry-level NDT technician, a mechanical integrity professional, or an API 510/570/653 inspector seeking to sharpen your technical knowledge, understanding MT is essential.
This guide breaks down MT in simple terms — how it works, why it is used, and what inspectors must know in the field. If you’re also looking to earn Continuing Professional Development (CPD) hours toward your API recertification, you can explore inspector-focused training at Integrity Inspector Academy.
What Is Magnetic Particle Testing (MT)?
Magnetic Particle Testing is a surface-detectable NDT method used to find cracks, laps, seams, inclusions, and other discontinuities in ferromagnetic materials such as:
- Carbon steel
- Low-alloy steel
- Iron and certain iron-nickel alloys
MT is especially valuable because it is:
- Fast
- Portable
- Highly sensitive to tight cracks
- Effective for both field and shop inspections
Inspectors rely on MT in virtually every major industry sector due to its reliability and minimal equipment requirements.
How Magnetic Particle Testing Works
MT is based on a simple principle:
When a ferromagnetic material is magnetized, any surface-breaking defect causes a leakage field. Magnetic particles gather at the leakage field, revealing the defect.
Here’s the process step-by-step:
1. Prepare the Surface
The surface must be clean, dry, and free of scale, oil, and coatings (unless using techniques that allow limited coating thickness).
2. Magnetize the Part
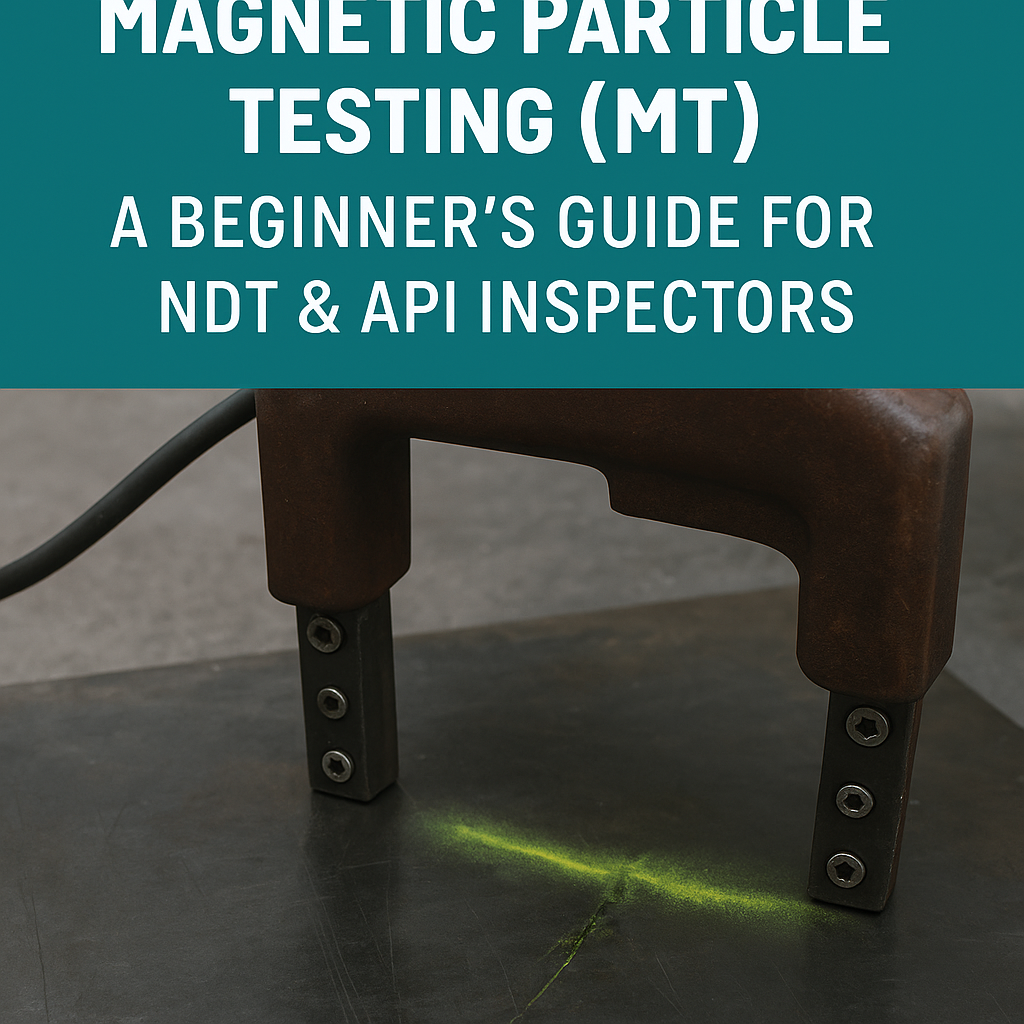
Common magnetization methods include:
- Yokes (AC or DC)
- Prods
- Coils
- Permanent magnets
- Central conductor for hollow components
The direction of the magnetic field matters — defects perpendicular to the magnetic field are the easiest to detect.
3. Apply Magnetic Particles
Particles may be:
- Dry powder (visible)
- Wet fluorescent particles under UV light
Once the particles are applied, they migrate to areas where leakage fields occur.
4. Indication Formation
If a defect is present:
- Magnetic particles collect in a line or cluster.
- The inspector interprets the indication to determine if it’s relevant.
5. Demagnetize & Clean
After the exam, the part must be:
- Demagnetized
- Cleaned
- Documented
Common Defects Identified by MT
MT is extremely sensitive to:
- Fatigue cracks
- Stress corrosion cracking
- Weld toe cracks
- Grinding cracks
- Quench cracks
- Seams and laps in forgings
- Indications in structural welds
Because MT detects surface-breaking and near-surface indications, it is a key method used in API 510 pressure vessel inspections, API 570 piping programs, and API 653 tank repairs.
Advantages of MT
| Benefit | Description |
|---|---|
| Highly Sensitive | Detects extremely fine cracks that may be missed by visual inspection. |
| Portable | Field-friendly for welds, piping, structural supports, and vessel components. |
| Cost-Effective | Minimal equipment and quick inspection times. |
| Real-Time Results | Indications appear instantly, allowing immediate interpretation. |
Limitations of MT
Like any method, MT has limitations:
- Works only on ferromagnetic materials
- Surface preparation is required
- Non-relevant indications can appear (geometry, sharp corners, magnetic permeability changes)
- Requires proper magnetization direction
- Difficult on rough surfaces or thick coatings
Understanding these limitations helps avoid misinterpretation — a common issue for newer inspectors.
MT in the API Inspection World
Magnetic particle testing plays an important role across API inspector responsibilities:
API 510 – Pressure Vessel Inspector
- MT is frequently used on nozzle-to-shell welds, internal repairs, and crack-sensitive areas.
API 570 – Piping Inspector
- Critical for detecting cracks at welds, supports, and areas of thermal cycling.
API 653 – Aboveground Storage Tanks
- Used during tank floor repairs and weld inspections where surface cracking is suspected.
Welding Inspectors
- MT is a go-to method for verifying surface integrity of finished welds.
Because MT is so common in integrity programs, a solid understanding of the method is considered essential for all inspectors.
CPD Hours for API Recertification — Continue Your Learning at API-CPD.org
If you’re working toward API recertification, you already know that the American Petroleum Institute requires inspectors to earn Continuing Professional Development (CPD) hours.
At API-CPD.org, we provide:
- Online, self-paced courses
- Topics aligned with API’s CPD framework
- Certificates documenting CPD hours
- Industry-relevant lessons tailored specifically for inspectors
Whether you’re brushing up on MT fundamentals, learning about API damage mechanisms, or strengthening your mechanical integrity knowledge base, our programs help you advance your career — and maintain your certifications.
👉 Explore courses, earn CPD hours, and level up your inspection career:
🔗 Integrity Inspector Academy
Conclusion
Magnetic Particle Testing is one of the most effective and widely used tools for identifying surface defects in ferromagnetic materials. Understanding the principles behind MT — magnetization, particle application, and interpretation — helps inspectors make accurate calls in the field and avoid costly mistakes.
If you’re an NDT technician or API inspector looking to grow your knowledge and maintain your certifications, Integrity Inspector Academy has inspector-focused CPD courses designed for you.